
There are many different 3D measuring devices available and different scenarios in which measurements need to be made. By choosing the correct 3D measuring device for each scenario, time can be saved, and efficiencies achieved. Here are the main factors to consider:
When measuring one part
The first consideration is how many parts need to be measured and select the most suitable 3D measuring device to carry out the measurement.
If there is only one part that needs to be measured, then it is best to measure this manually. By using a portable arm, for example, a plug and play application, which connects easily to the computer, the operator can start to measure immediately.
Using an automated machine, such as a CMM, will need to be turned on, initialised, the probe calibrated, a program and alignment created etc, all of which takes time. Going through this process to measure one part is not an efficient use of time.
When measuring many parts
Likewise, measuring many hundreds of parts with a manual machine would be time-consuming and time would be better saved using an automated machine, such as a robot, in this sort of scenario.
Accuracy
The second consideration is the degree of accuracy required for the measurement.
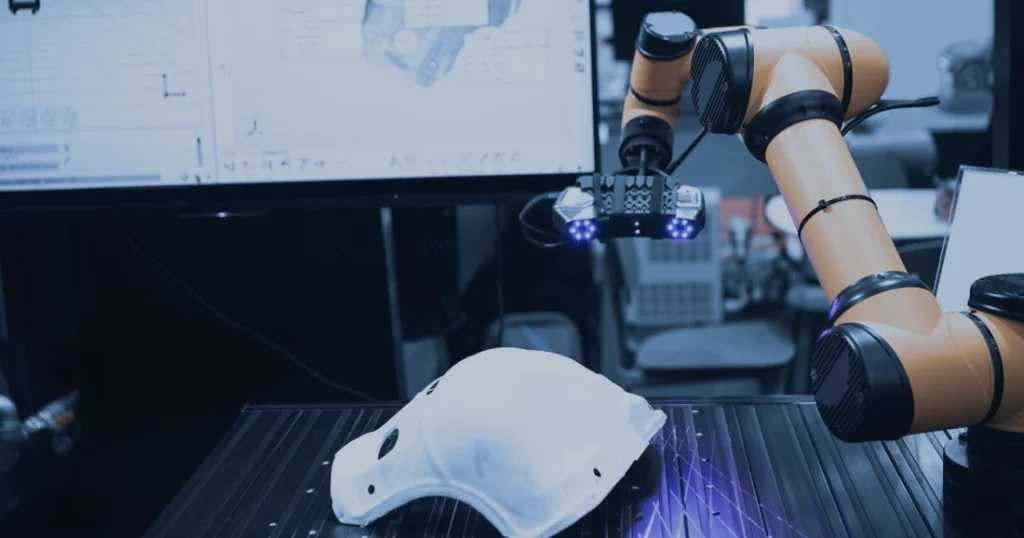
It is important to understand the feature(s) that need to be measured, whether they are freeform or geometric. An optical scanner is best used for freeform parts, however it is not the most accurate measuring device.
A robot is one of the best measuring devices to use if it needs to be close to the manufacturing process and needs to measure inline, especially when measuring a body in white. Again though, this is not the most accurate of measuring devices.
When precise accuracy is required, for instance, when components are being produced for a car engine, then a precision measuring device such as a CMM with a contact measuring probe or touch probe is most suited to provide the measurements. A touch probe will provide measurements within two or three microns.
Of course, there are many variations to this, such as:
- If, for instance, there are many features of a part, say in excess of 30, then it is best to use a CMM
- When measuring a large part then it is best to use a machine that can be taken to the part, such as a tracker or other mobile devices
Software applications
Software is a huge consideration and will make a big difference in improving time efficiencies. However, operators will be aware that there are software packages on the market that are complex and extremely difficult to program.
What to consider
The ideal software application will meet the following key considerations:
- Universality: When the same software can be used across all types of measuring devices regardless of manufacturer and used in all industrial applications, it helps the operator as they only have to spend time learning one software application.
- Direct interfaces: This is when the software can communicate with machines via their native interfaces and directly without any intermediaries. This is really a key point because it brings to you all capabilities of your measuring devices and that limits sources of error from an intermediary server, for example. Additionally, this saves the operator time, especially in not having to make some operation like calibration probe in the I++ server and the user doesn’t have to work in different areas of the software.
- Strong link to the CAD: The software must be compatible with the different CAD formats on the market and not degrade this model. On the contrary, it must take advantage of all the benefits inside the CAD.
- Ease of use: A manual arm tends to be used at the entry level market, primarily by operators that are relatively new to metrology and 3D measurements. Therefore, the software should be easy to use for beginners.
- Data sharing: Data and reports need to be shared across departments, showing the usury and the software should be able to facilitate this.
- Parts corrections: The software should not only show where there is deviation in the part, but automatically and easily amend the programme to make the correction in the part as well.
Note: Important to understand – accuracy – here is being referred to in microns.